
L’import gerber flatcam è un processo necessario per poter realizzare i tuoi PCB con un a Cnc.
Riprendendo il discorso iniziato qualche con l’installazione del software FlatCam e l’export dei file Gerber da Eagle ho eseguito con l’amico Gianni T. alcune prove per importare i file prodotti con Eagle in FlatCam e produrre dei file di tipo gcode che potessero essere utilizzati per incidere un PCB.
Procedura di Import gerber flatcam
La procedura è lunga ma semplice e le operazioni da compiere sono per lo più sempre le stesse in modo da ottenere alla fine un file .gcode per ciascuna lavorazione che la cnc dovrà eseguire.
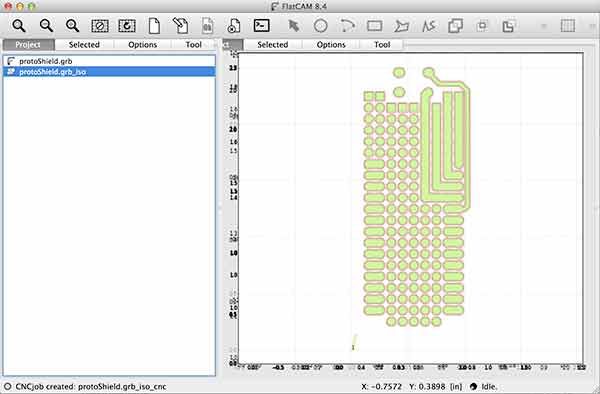
Inizia con l’import del primo file grb ( gerber ) in FlatCam:
e cliccando sul nome “protoShield.grb” la schermata si sposterà sulla seconda Tab: Selected in cui puoi impostare i parametri di routing:
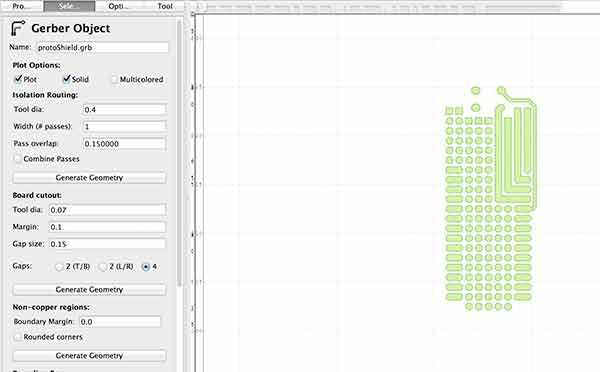
ed in particolare i valori relativi all’isolation routing:
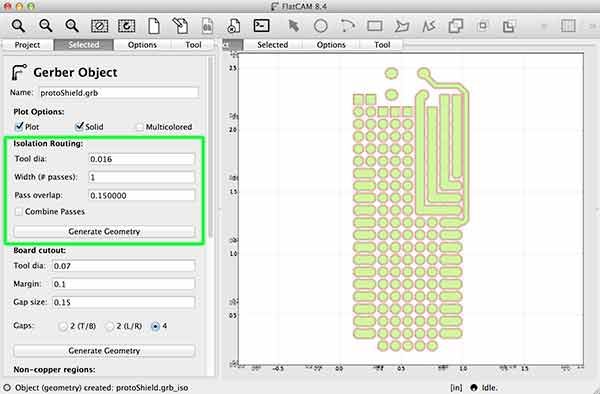
come il diametro dello strumento che useri per la lavorazione, io ho usato:
- Tool dia: 0.016 inch ( 0.4 mm )
- Width: 1
- Pass overlapp: 0.15
in cui il diametro del bulino che uso per incidere le piste è 0,4 mm e dovrai convertirlo in pollici ( inch ) essendo il disegno in pollici dall’export da Eagle
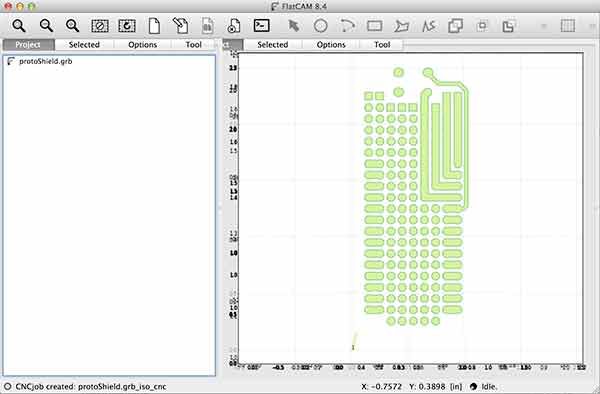
Cliccando su Generate Geometry otterrai la figura sopra e la creazione di un nuovo file protoShield.grb_iso:
in cui l’acronimo _iso ha valore di “isolation” ossi le tracce relative alla parti di rame da asportare per isolare le piste.
Cliccando due volte sul file iso sarai reinviato alla Tab “Selected”:
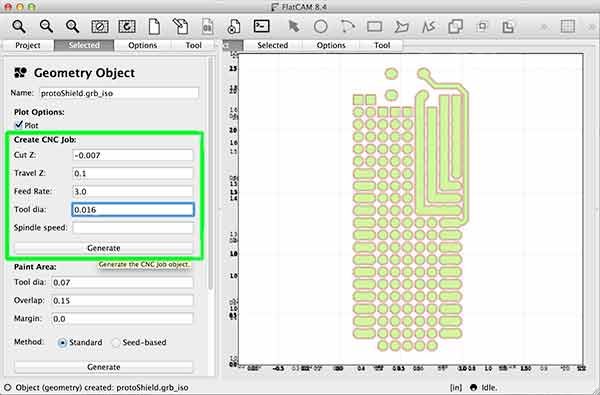
in cui dovrai definire i parametri evidenziati e relativi alla lavorazione Cnc tra cui nuovamente il valore del Tool dia e cliccare su Generate con cui vedrai comparire, nella prima Tab, un nuovo file protoShield.grb_iso_cnc:
Selezionandolo e cliccando due volte sul medesimo ti troverai nella Tab “selected” per questo file:
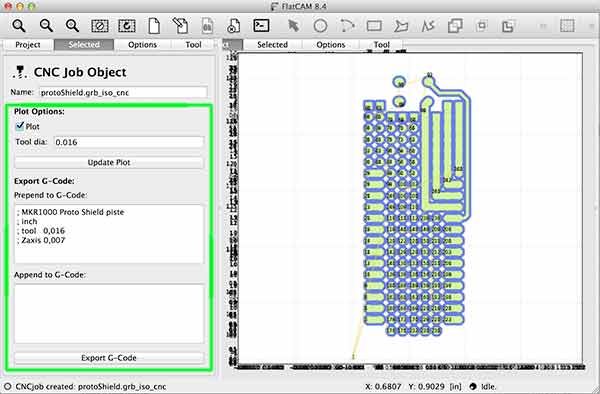
e potrai specificare dei valori di Gcode arbitrari da inserire prima e dopo il file generato, Gianni mi ha suggerito, ed io ho apprezzato, di inserire nel Prepend del file Gcode dei commenti che rendessero facilmente identificabile il file gcode stesso aprendolo con un semplice textEditor, in questo modo ho inserito:
- ; MKR1000 Proto Shield piste: titolo del progetto
- ; inch: unità di misura del progetto
- ; tool 0,016: diametro dell’utensile che ho definito nei parametri
- ; Zaxis 0,007: profondità di incisione ( 0,1778 mm ~ 2 mm )
il punto e virgola prima di ogni linea serve, nella sintassi gcode, a definire un commento che i sw per cnc e stampanti 3d ignorano.
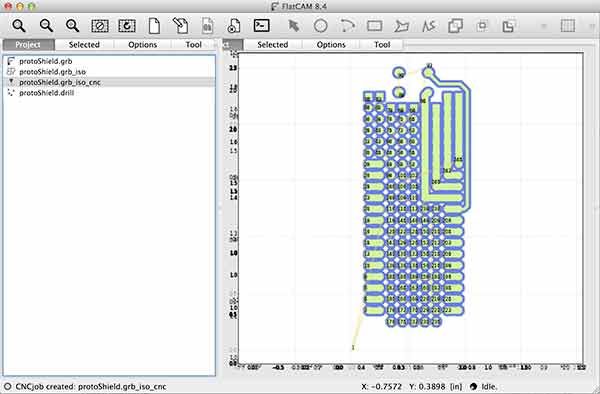
Passa adesso al file successivo della lavorazione: la foratura.
Primo passo è l’Import gerber flatcam relativo ai fori, sarebbe corretto chiamarlo EXCELLON:
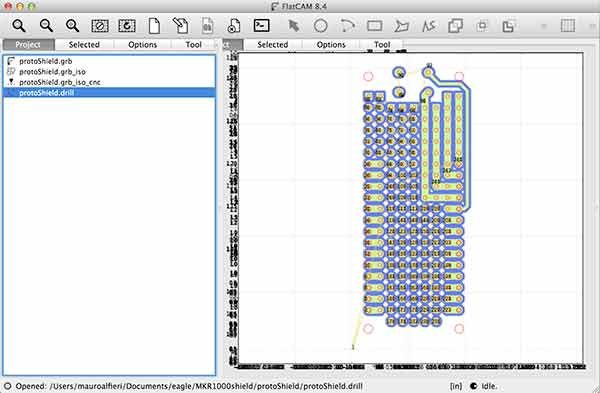
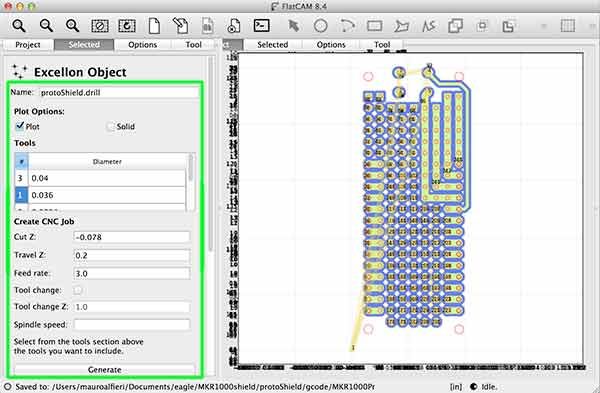
io ho chiamato il file protoShield.drill per ricordarmi che si tratta dei fori, cliccandoci su due volte atterri nella consueta Tab “selected”:
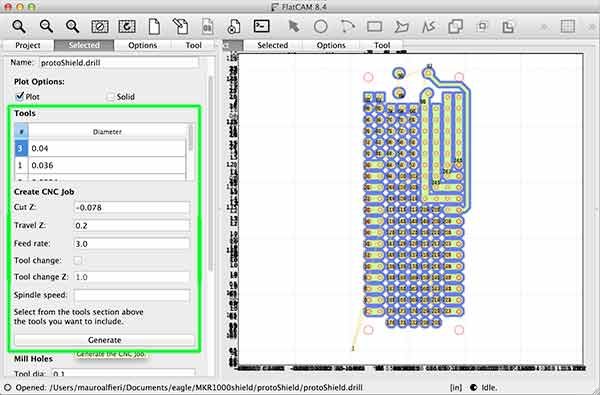
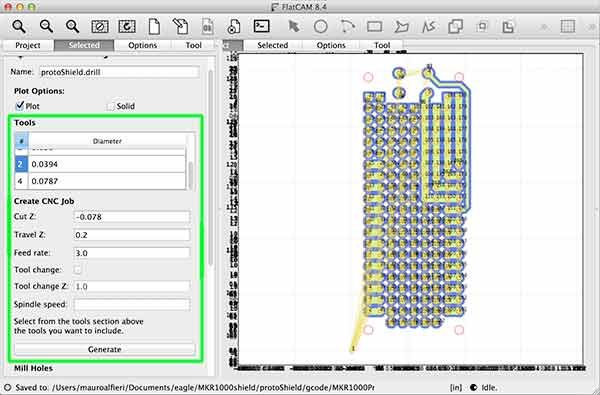
in cui noti subito che FlatCam ti propone una vista differente, perché riconosce il tipo di file, nella colonna evidenziata è comparso un elenco con tutti i diametri presenti nel file esportato, iniziando dal primo: 0.04 inch ( 1mm ) imposta i parametri:
Cut Z -0.078 inch ( 1.9812 mm ~ 2 mm ) altezza a cui il tool deve arrivare ( negativa per consentire la foratura )
Travel Z altezza a cui sollevare l’utensile nelle lavorazioni
Feed Rate velocità degli spostamenti
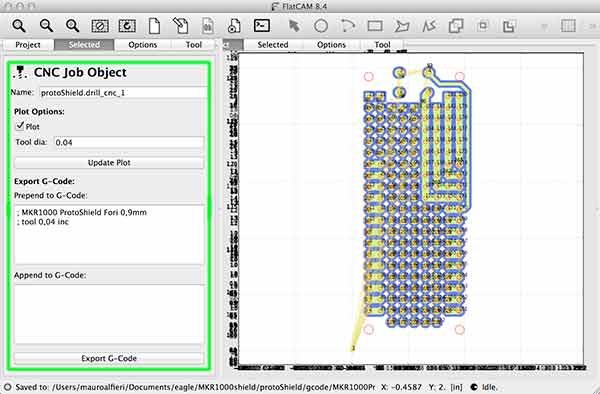
Clicca su Generate ed ottieni il file _cnc cliccando sul quale arrivi nella Tab “selected”:
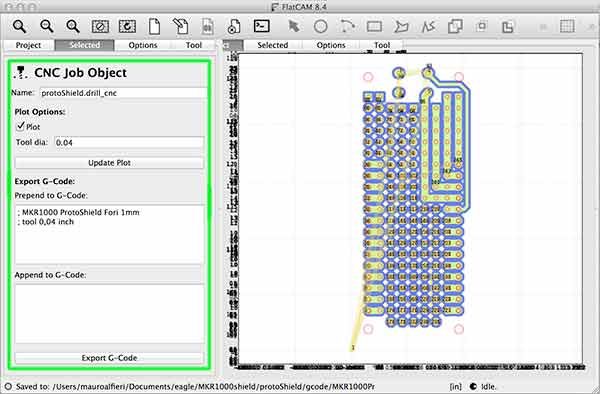
e puoi impostare i valori di Prepend del file gcode.
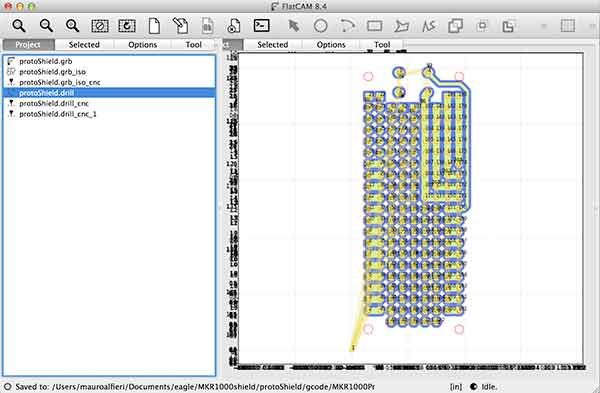
A questo punto l’import gerber flatcam deve essere ripetuto, sempre sul medesimo file .drill per tutti i fori presenti, clicca di nuovo sul file protoShield.drill:
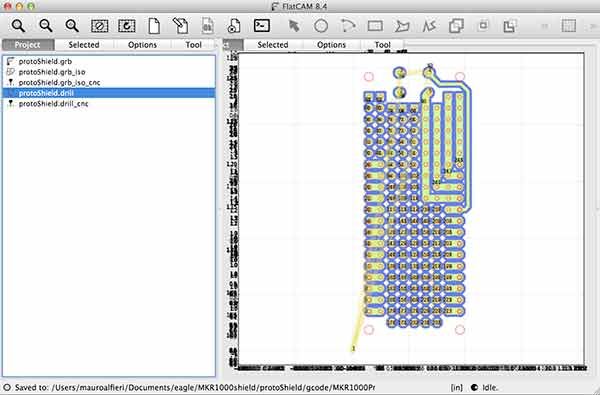
e nella tab “selected” seleziona il secondo tipo di foro 0.036 inch ( 0.9144 mm ):
cliccando su Generate produrrai un secondo file protoShield.drill_cnc_1:
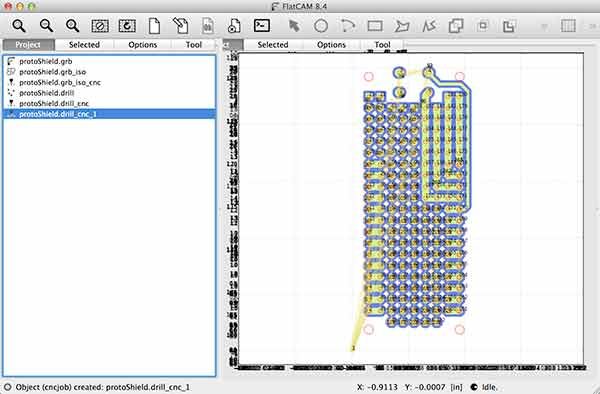
e cliccando sul file prodotto:
in cui imposti i parametri anche per questa lavorazione.
Ritorna sulla prima Tab, seleziona nuovamente il file .drill:
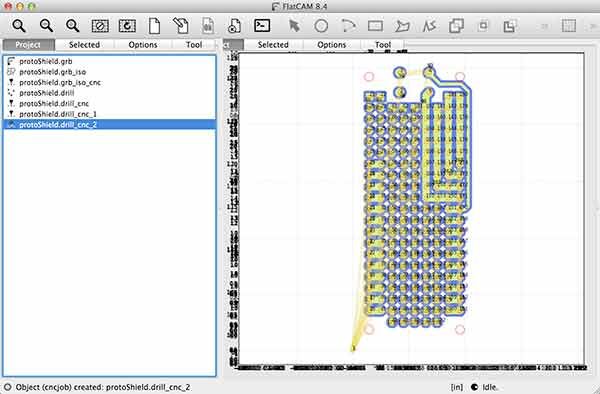
e nella Tab selected scegli il terzo tipo di fori da applicare 0.0394 inch ( ~ 1mm ):
e genera il file protoShield.drill_cnc_2:
a cui puoi applicare i parametri specifici della lavorazione cnc:
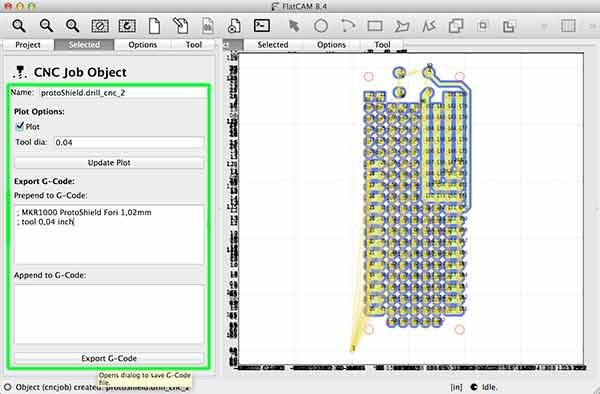
ed i commenti nel Prepend.
Seleziona ancora una volta il file protoShield.drill:
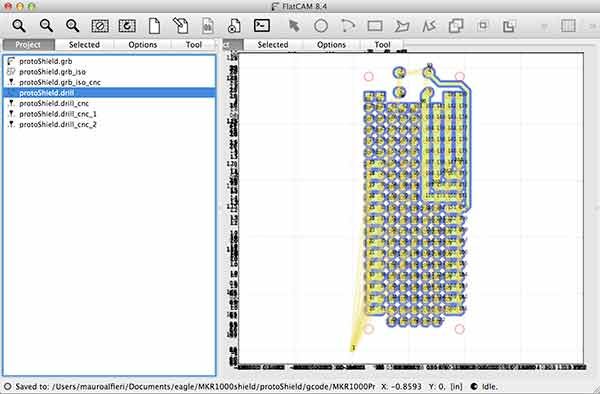
imposta i parametri relativi all’ultimo diamtro di foratura 0.0787 inch ( 1.99 mm ~ 2mm ) saranno i 4 fori in corrispondenza dei fori di fissaggio della MKR1000:
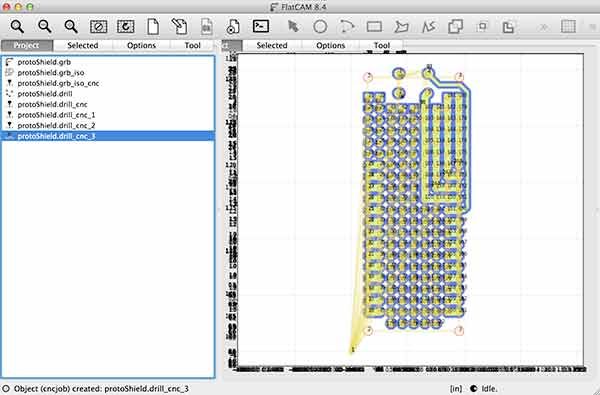
selezionando il file protoShield.drill_cnc_3 imposta i parametri di lavorazione:
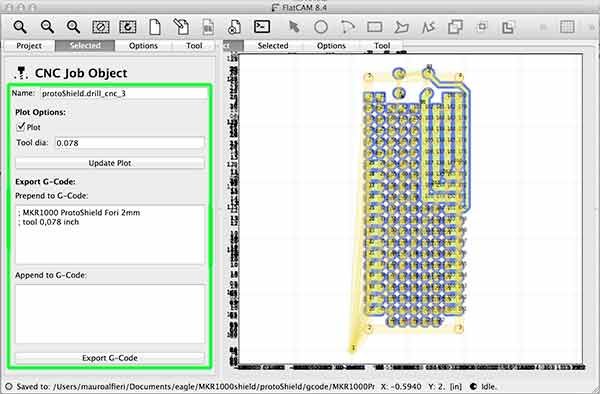
ed i commenti per riconoscere il file in fase di lavorazione con la Ccn.
Notice
Non tutti i file potrebbero richiedere un così elevato numero di lavorazioni, dipende dai componenti e dai fori necessari per il montaggio dei singoli componenti.
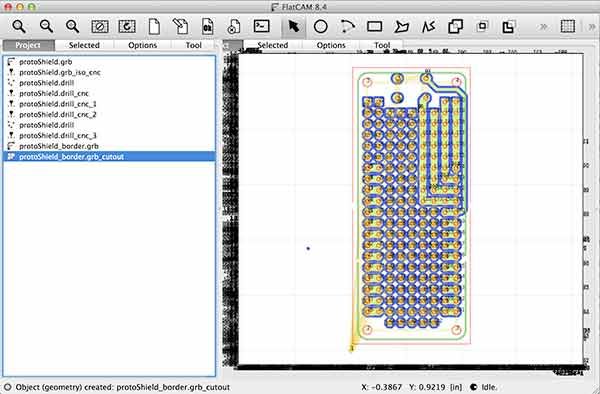
A conclusione dell’import gerber flatcam apri il file Gerber relativo al bordo della scheda e che userai per tagliare la basetta:
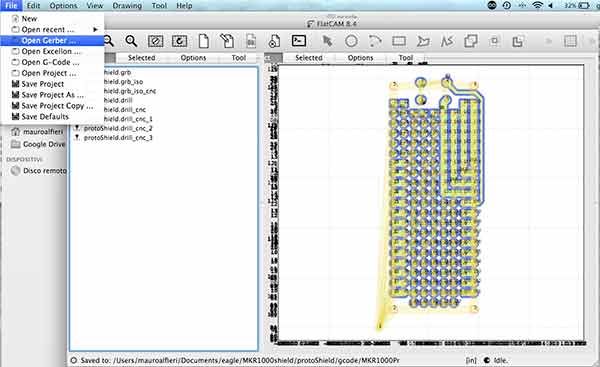
una volta importato vedi nella parte destra il contorno rosso:
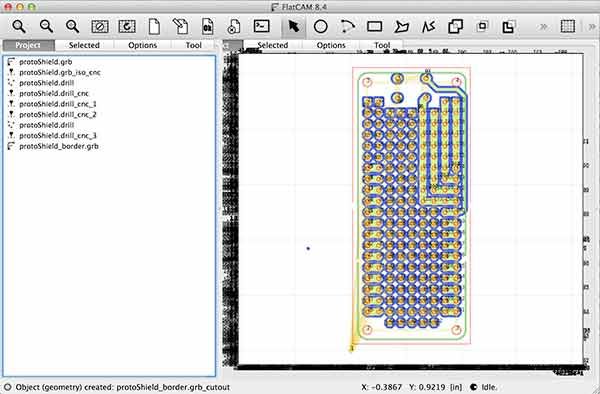
selezionalo e clicca in modo da spostarti sulla Tab “selected”:
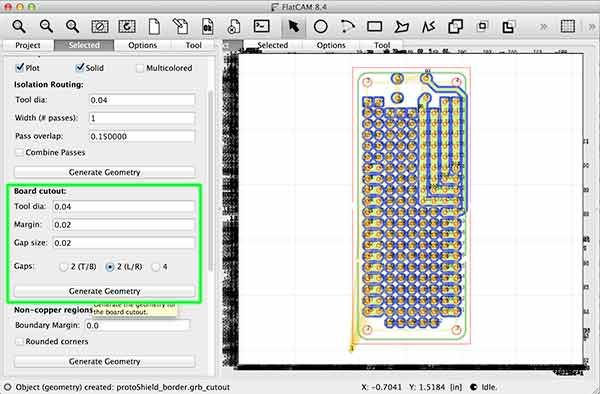
ed impostare i valori del box relativo alla voce Board cutout in cui imposti sia il diamtro del tool che utilizzerai sia i margini e se preferisci che la basetta resti legata in 2 o 4 punti.
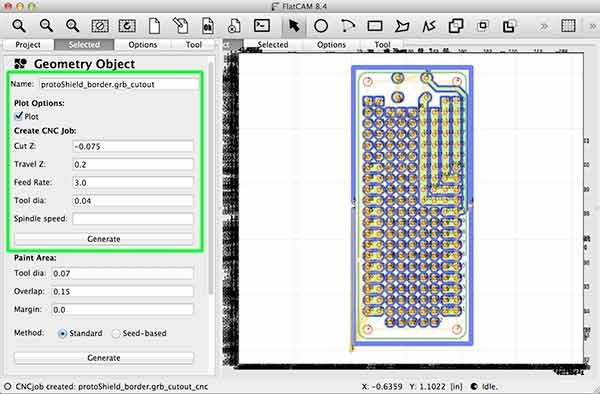
Io ho scelto 2 punti a destra e sinistra e cliccato su Generate Geometry che produce il file protoShield.grb_cutout:
selezionandolo vai alla Tab “selected” in cui definisci i parametri della lavorazione cnc:
e cliccando su Generate produrrai l’ultimo file .gcode da utilizzare per il taglio dell’intera basetta.
Nel prossimo articolo dedicato alla produzione di un PCB con una Cnc in un FabLab vedrai come ho realizzato questa protoshield MKR1000 con l’aiuto prezziosissimo di Gianni T.

 Il blog mauroalfieri.it ed i suoi contenuti sono distribuiti con Licenza
Il blog mauroalfieri.it ed i suoi contenuti sono distribuiti con Licenza
4 commenti
Vai al modulo dei commenti
Ciao,
Anzitutto complimenti per il tuo sito, si trovano sempre cose interessanti e molto utili. Ti scrivo perché vorrei sapere se potevi aiutarmi con un piccolo problema che ho con il programma FlatCAM. Riesco a generare il g-code per le piste e per i fori, ma ho difficoltà a generare il g-code per il bordo. Ho generato il file con il CAM di Eagle allo stesso modo che spieghi tu in un altro articolo, ma al momento di caricare il file su FlatCAM mi esce un errore, in particolare il programma risponde con:
[error] No geometry found in file:
seguito dal nome del file con estensione .grb che dovrebbe contenere le informazioni per il bordo. Sapresti mica spiegarmi come mai succede questo?
Grazie mille
Autore
Ciao Gabriele,
l’esportazione del bordo usa la medesima impostazione delle piste ma selezionando il layer “Dimension”.
L’errore evidenzia un problema nel file esportato, prova a generare nuovamente il file .grb
Ciao,
Anzitutto complimenti per il tuo sito, si trovano sempre cose interessanti e molto utili. Ti scrivo perché vorrei sapere se potevi aiutarmi con un piccolo problema che ho con il programma FlatCAM. Riesco a generare il g-code per le piste e per i fori, ma ho difficoltà a generare il g-code per il bordo. Ho generato il file con il CAM di Eagle allo stesso modo che spieghi tu in un altro articolo, ma al momento di caricare il file su FlatCAM mi esce un errore, in particolare il programma risponde con:
[error] No geometry found in file:
seguito dal nome del file con estensione .grb che dovrebbe contenere le informazioni per il bordo. Sapresti mica spiegarmi come mai succede questo?
Grazie mille
Autore
Ciao Gabriele,
ho risposto all’altro commento che hai lasciato sul medesimo argomento.