
Il Compact Bowden Extruder per la Delta 3d printer K250 è uno degli ultimi passi che ti separa dall’utilizzo della tua stampante.
Il bowden, in italiano tirafilo o spingifilo, è un componente molto importante delle stampanti 3D sia la tua una Delta, come la mia, od anche un altro modello.
Pertanto esistono molte tipologie di bowden e di ciascuna tipologia esistono molte vesioni disegnate, e rese disponibili, dai tantissimi appassionati che dopo aver trovato la propria versione ideale l’hanno condivisa sui siti da cui puoi liberamente scaricare i tuoi file e stamparli.
Cos’è il Compact Bowden Extruder
Il compact bowden extruder è l’incaricato della gestione del filo in una stampante 3D.
Hai già compreso che il suo ruolo è fondamentale sia per quanto riguarda la qualità di stampa sia per il corretto funzionamento della stampante stessa.
Quando ho deciso di avvicinarmi per la prima volta al mondo delle stapanti 3D e di costruire la mia prima Delat 3D printer ero completamente all’oscuro su cosa fosse un bowden, come forse lo sei anche tu in questo momento, ma sopratutto ero ignaro sulla sua reale importanza, da lui dipende:
- il trascinamento del filo
- il recupero del filo dalla bobina o rocchetto su cui è avvolto
- il corretto afflusso di filo all’estrusore
- la retrazione del filo durante gli postamenti
Ci sono anche altre funzioni che il bowden deve assolvere ma per adesso mi soffermerei su queste prime.
Trascinamento del filo
durante la fase di stampa il filo viene trascinato dalla bobina e spinto nell’estrusore dal bowden o tirafilo se lo guardi dal lato della bobina e spingifilo se lo guardi dal lato dell’estrusore.
Tale operazione è attiva anche durante le fasi di preriscaldamento e, sopratutto, in fase di inizio della stampa: infatti in pre-riscaldamento l’estrusore, prima di iniziare la stampa, deve raggiungere la temperatura di estrusione che hai impostato e sebbene il fw sia sviluppato per eseguire questa operazione per ultimo al fine di evitare colature di filo c’è comunque un momento in cui la temperatura è qualche decina di gradi inferiore a quella di estrusione impostata, tuttavia, la temperatura è già sufficiente a sciogliere il materiale plastico presente nell’estrusore che inizia a colare svuotando la punta stessa.
Al raggiungimento della temperatura di stampa impostata se la stampante iniziasse in questa condizione otterresti i primi passaggi, quelli fondamentali per l’adesione del pezzo al piatto, vuoti ossia senza materiale estruso perché la punta dell’estrusore è vuota.
Il bowden, controllato dal firmware, fa avanzare di qualche millimetro il filo nell’estrusore in modo che la stampa parta con sufficiente materiale per aderire al piano.
Comprendi che la precisione, anche millimetrica, di avanzamento del filo è fondamentale sopratutto in questa fase, e lo rimarrà per tutto il tempo di estrusione.
Recupero del filo dalla bobina o rocchetto su cui è avvolto
Il recupero del filo dalla bobina è continuo in ogni fase di stampa, hai già letto perché qualcuno lo chiama tirafilo, tuttavia la bobina potrebbe presentare delle difficoltà di rotazione o trascinamento dovute ad attrito della stessa sul supporto in cui l’hai collocata, ad esempio, o dovuto al peso della bobina stesso se posizionata come nella mia Delta:
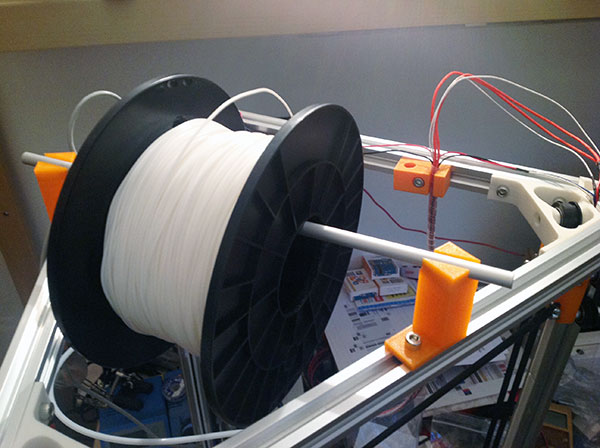
anche in questa operazione la forza di trazione esercitata dal bowden costituisce un aspetto importante. Se da esempio l’avanzamento del filo fosse discontinuo a causa della non corretta trazione l’effetto sulla stampa sarebbe disastroso.
Corretto afflusso di filo all’estrusore
per i motivi di cui hai già letto sopra dovrebbe esserti chiaro che l’afflusso di filamento in modo costante all’estrusore sia obbligatorio e va regolato di certo via fw ma anche garantito dalla corretta costruzione del bowden in modo che quanto impostato nel firmware della stampante 3D sia rispettato anche in senso pratico.
Se il filo slitta a causa di una cattiva rotazione della bobina o per insufficente coppia esercitata dal motore il filamento non scorre in modo costante.
Retrazione del filo durante gli postamenti
La funzione di retroazione del filo è importante per la realizzazione dei vuoti, se ad esempio il pezzo che stai stampando presenta delle parti vuote o dei passaggi aerei molto lontani una cattiva retroazione causa un risultato simile:

Immagine originale: http://2.bp.blogspot.com/-A_xQ-Ld_6Gk/UIkBByYkX1I/AAAAAAAAAS8/HOna8QmptFs/s1600/stringing_raft.jpg
tuttavia se regoli la retroazione eccessiva avrai che l’etrusore non possiede sufficiente materiale al momento in cui giunge sull’altro lato del pezzo da stampare ed esegue dei passaggi senza materiale.
Che bowden scelgo ?
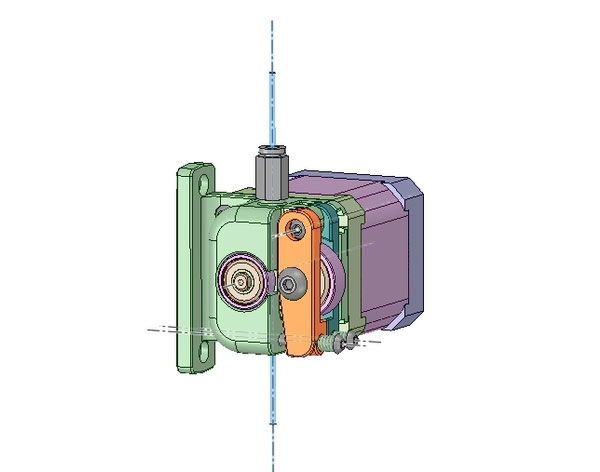
di bowden ne esistono molti tipi e modelli sviluppati da molti utenti nel web e non solo. Io ho scelto per la mia Delta 3D printer Kossel un modello suggerito dall’amico Mario A. il cui autore lo ha definito compact bowden extruder e che puoi scaricare dal link in cui è stato pubblicato.
Scarou, autore del progetto, ha pubblicato una interessante e completa lista sia di materiali sia di foto con tutti i passaggi del montaggio che puoi seguire, come ho fatto io, per la realizzazione del tuo bowden, ne pubblico solo una in cui puoi vedere i componenti necessari al montaggio del bowden:
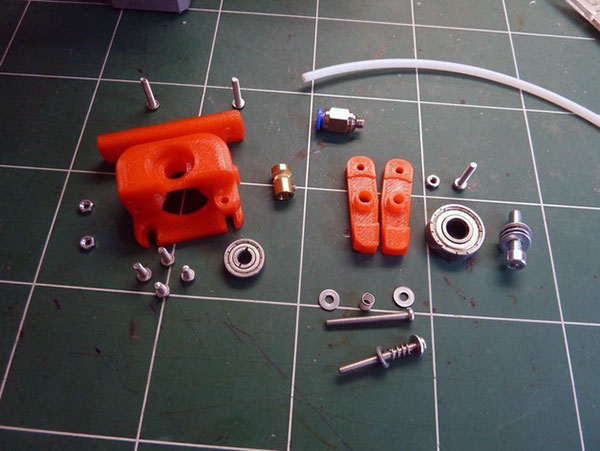
ti invito a visitare la pagina dell’autore del progetto per verificare le altre foto relative alle parti di montaggio, ai passaggi ed al video.
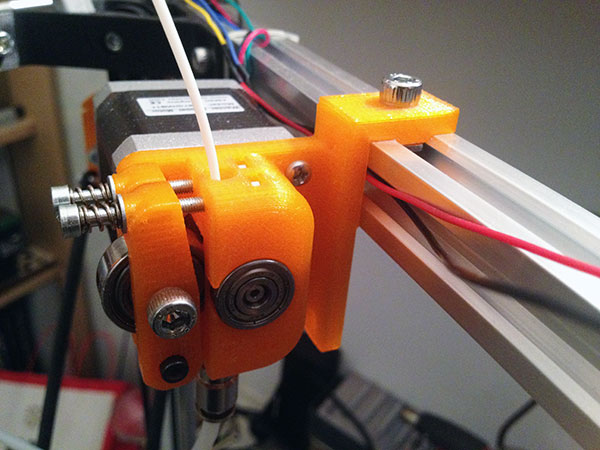
La versione che ho realizzato per la delta è leggermente diversa ed è stat modificata da Mario A. aggiungendo da u un lato una staffa ad “L” per consentirne il montaggio sulla struttura della stampante:
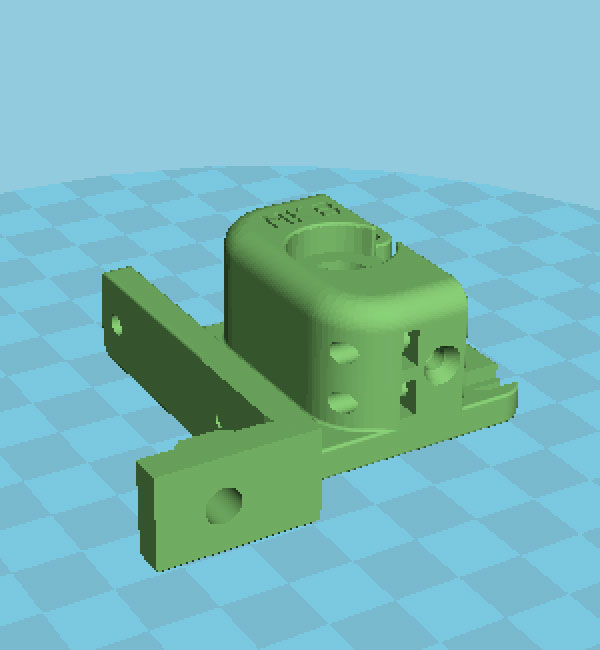
ed ecco il risultato con il bowden montato.
Futuro del bowden per la delta
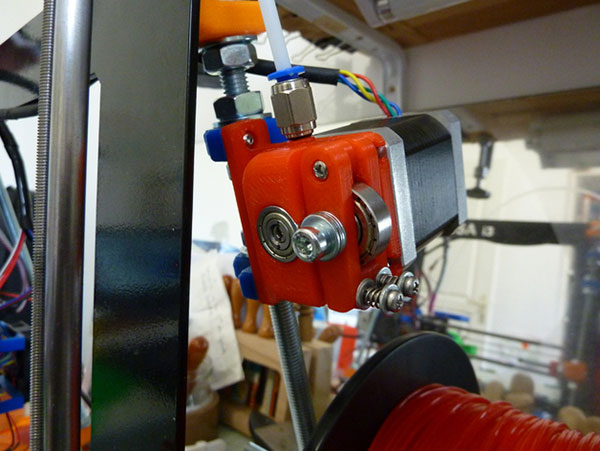
In un prossimo futuro mi piacerebbe sviluppare un bowden sospeso per la delta kossel simile a quello utilizzato dalla DELTA WASP:

il cui sistema ha maggiori vantaggi che svantaggi rispetto all’attuale bowden che sto utilizando grazie anche al sistema di fissaggio:

ti aggiornerò quando sarà pronto il nuovo bowden e inizierò ad utilizzarlo.

 Il blog mauroalfieri.it ed i suoi contenuti sono distribuiti con Licenza
Il blog mauroalfieri.it ed i suoi contenuti sono distribuiti con Licenza
1 ping
[…] 3D il numero minimo di motori necessari al funzionamento è 4: 3 per le tre torri ed uno per il bowden che spinge il filamento […]